In hard rock quarrying, there is a dangerous and expensive misconception among drill operators: “If I spin the drill faster, I will cut faster.” According to geotechnical studies published by the International Society for Rock Mechanics (ISRM) regarding the thermal fatigue of tungsten carbide, high-speed rotation is the leading cause of catastrophic bit failure. A Down-The-Hole (DTH) hammer relies entirely on high-frequency vertical percussion to shatter rock. The sole purpose of rotation is to index the carbide buttons to a fresh rock surface for the next blow. Blindly increasing your RPM induces severe lateral dragging, generating extreme friction heat that effectively melts the hardest alloys on earth, reducing bit lifespan by up to 60%.
A large-scale grey granite quarry in Portugal recently sought MosCut’s intervention. Their operators were running 115mm DTH bits at a blistering 80 RPM, operating under the false assumption that higher speeds meant higher daily quotas. Their premium drill bits were wearing completely flat after barely 100 meters of penetration, resulting in exorbitant consumable costs. Our field engineers mandated a strict parameter adjustment: lowering the rotation speed to 28 RPM while finely balancing the pneumatic feed pressure. The results were immediate. Penetration rates remained stable, but the bit lifespan astonishingly leaped to 450 meters per bit, drastically dropping their cost-per-meter extraction overhead overnight.
The Grinding Myth: Percussion vs. Rotation
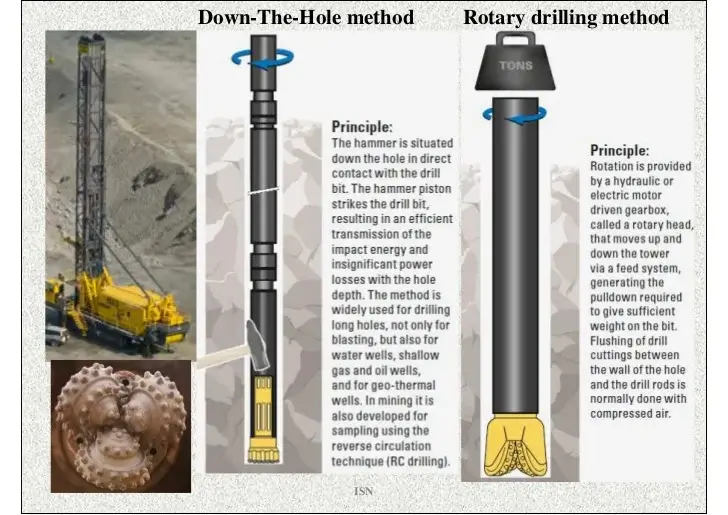
A DTH hammer is a high-frequency sledgehammer, not a circular saw. Spinning faster destroys your bits.To optimize your drilling, you must first understand the physics of the tool. A circular saw cuts by grinding and shearing material horizontally. A DTH hammer does not grind; it strikes. The internal piston fires thousands of times per minute, sending shockwaves down into the bit, forcing the tungsten carbide buttons to crush the rock directly beneath them.
The Role of Indexing: The only reason the drill string rotates is to perform a function called ‘indexing’. After the bit crushes the rock, it must turn slightly so that on the very next hammer blow, the carbide buttons strike solid, unbroken rock instead of falling back into the crater they just created. If you spin the bit too fast, the buttons are dragged sideways across the abrasive rock face while being hammered down. This lateral dragging generates intense thermal friction, quickly wiping the spherical buttons flat.
Calculating the Optimal RPM
Drilling speed is mathematical. Stop guessing and start calibrating your rotation to your bit diameter.There is a fundamental rule in rotary-percussive drilling: The larger the drill bit, the slower the RPM must be. This is due to peripheral velocity. The outer edge (the gauge buttons) of a large 115mm bit travels much further and faster per revolution than the center buttons. If the RPM is high, the outside buttons will suffer extreme frictional wear.
While exact RPM depends on the air pressure (which dictates the hammer’s strike frequency) and rock hardness, quarry operators can use this baseline formula to establish a safe starting parameter for penetration rate matching:
For the most common quarry application—using a 115mm (4.5-inch) bit in hard granite—the optimal rotation speed is almost always firmly locked between 25 and 35 RPM. Pushing the rotation above 45 RPM in hard rock is a guaranteed way to destroy your consumables without gaining any penetration speed.
Feed Pressure: The Silent Partner of RPM
Too much pressure chokes the hammer. Too little pressure shatters your carbide buttons.Rotation speed does not work in isolation. It is permanently tethered to the downward Feed Pressure (Hold-down force) applied by the rig’s mast. Finding the balance between these two forces is the hallmark of a master driller.
Over-Feeding (Choking): If you apply too much downward pressure, the bit is jammed tight against the rock. The internal piston loses its bounce, the percussive energy drops, and the rig begins to violently shudder. The RPM will naturally drop as the motor struggles, and the bit will overheat.
Under-Feeding (Bouncing): If you don’t apply enough pressure, the bit bounces wildly off the bottom of the hole. When the piston strikes a bouncing bit, the energy is not transferred into the rock. Instead, the carbide buttons hit the rock at irregular angles, causing them to instantly chip or shear off completely. The goal is to maintain a smooth, steady ‘floating percussion’.

Reading the Cuttings: The Ultimate Diagnostic Tool
You cannot see the bottom of a 20-meter hole, but the rock cuttings blowing out of the collar will tell you everything.How do you know if your RPM and feed pressure are perfectly calibrated? Look at the dust blowing out of the hole. The physical size and shape of the rock cuttings are the most accurate real-time diagnostic tools available to a driller.
The Sweet Spot: If the rig is perfectly tuned, the air flushing out of the hole should carry large, distinct chips (similar to coarse cornmeal or broken rice). This proves that the percussive energy is efficiently fracturing the rock, and the slow RPM is allowing the bit to crush large pieces before indexing.
The Grinding Warning: If the material blowing out is nothing but extremely fine, flour-like dust, you are doing it wrong. Fine dust indicates that the bit is spinning too fast and grinding the rock, or that the feed pressure is too low, causing the bit to polish the bottom of the hole. Immediate adjustment is required to save the bit.

Diagnosing Bit Wear Patterns
Examine your retired bits. Their scars reveal exactly what your operators are doing wrong.🐍 Snake-Skin Wear
Symptom: The tungsten carbide buttons on the outer edge (gauge) are worn flat on one side, resembling snake scales or a heavy slant.
Cause: Severe over-rotation. The RPM was set far too high, causing the bit to drag the buttons sideways across the abrasive stone.
💥 Button Chipping
Symptom: The tops of the carbide buttons are irregularly shattered, chipped, or missing entirely from the matrix.
Cause: Feed pressure was too low (bouncing bit), or the operator pushed too hard through a fractured, highly unstable fault line without slowing down.
🌪️ Core Washout
Symptom: The steel matrix in the exact center of the bit is heavily eroded, concave, and the center buttons have fallen out.
Cause: Insufficient air flushing volume (CFM). Rock cuttings were not blown out, causing the bit to endlessly grind its own abrasive debris at the center of the hole.
🔥 Thermal Heat Checking
Symptom: Microscopic, spiderweb-like cracks appear across the surface of the carbide buttons, often leading to a clean vertical split down the middle of the button.
Cause: Extreme temperature fluctuations. Drilling a dull bit with excessive RPM generates immense friction heat, followed by sudden bursts of cold compressed air or groundwater, fracturing the alloy.
Drill Smarter, Not Just Harder
Maximize your penetration rate and protect your consumable budget. Experience the precision torque control and heavy-duty stability of the MosCut DTH Drilling Machine series.
Explore MosCut DTH Drillers