
In high-capacity dimensional stone mining, dust suppression and thermal management must adhere to strict safety paradigms. According to industrial standards published by the Occupational Safety and Health Administration (OSHA) regarding respirable crystalline silica control, implementing wet-cutting methodologies is the most effective engineering control for protecting workers. However, in rapid soft-stone mining, water serves a dual purpose. It is not merely a environmental dust suppressant; it acts as a fluid conveyor belt necessary for continuously removing thousands of kilograms of dense stone slurry from deep within the cut face.
A premier commercial limestone quarry in Vietnam faced severe operational hurdles due to poor water infrastructure. Utilizing a standard high-pressure, low-volume washing pump, their crew discovered that the fine limestone powder mixed with the inadequate water flow to form an incredibly sticky, gelatinous mud. This paste choked their massive 1350mm vertical circular blades, causing massive friction that regularly tripped the 75kW main spindle motors. Upon consulting with MosCut engineers, the quarry replaced their setup with a high-volume centrifugal pump and precision-aligned the integrated spray manifolds. Under a deluge of water, the thick slurry was instantly diluted and flushed away, completely eliminating blade jams and boosting their daily block output by 30%.
The Slurry Trap: Why Soft Stone Jams Blades
Soft stone cuts incredibly fast, generating massive volumes of dust. When mixed with inadequate water, this dust turns into a fatal trap.The speed at which sandstone and limestone yield to diamond circular saws is a double-edged sword. Because the advance feed rate is highly aggressive, the volume of rock crushed into powder every minute is immense—far exceeding the dust volume produced when cutting hard granite.
If your quarry water system fails to deliver a sufficient flow, this dry stone powder immediately mixes with the sparse moisture to create a thick, highly viscous sludge. This cement-like paste creates severe hydraulic resistance against the sides of the spinning steel core. The friction generates extreme localized thermal energy, robbing the blade of its tension and warping the metal, while driving the VFD control system to trip the main motors due to an immediate overcurrent spike.

The Golden Rule: Volume Over Pressure
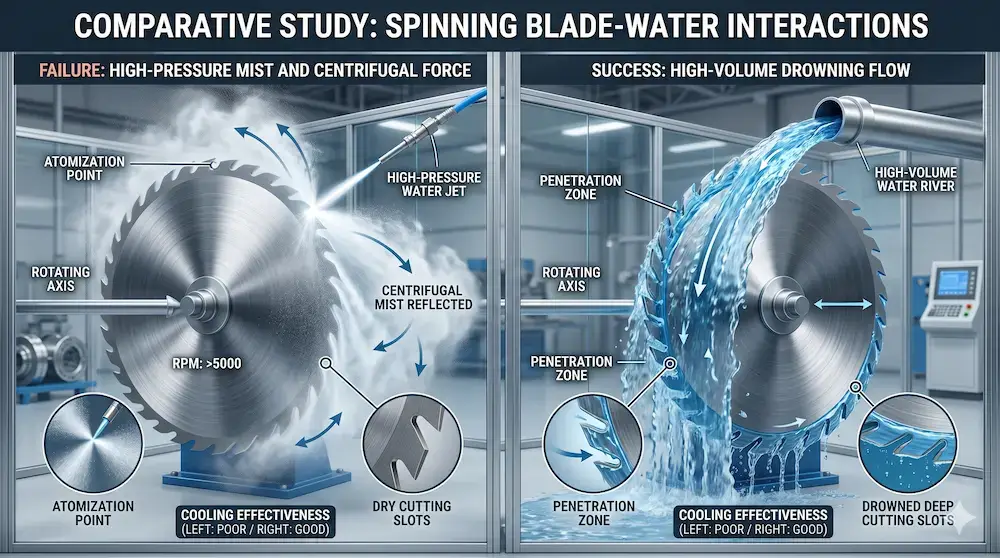
A common mistake is treating blade cooling like pressure washing. You do not need a laser beam; you need a river.Many quarry mechanics mistakenly purchase high-PSI (pounds per square inch) pressure washers, thinking that a narrow, high-velocity stream will blast the stone slot clean. This violates basic fluid dynamics on a spinning blade.
When a high-pressure, low-volume water needle strikes a circular blade spinning at hundreds of RPM, the centrifugal force and air turbulence instantly atomize the water into a fine mist. This mist is violently deflected away from the blade, never actually penetrating into the deep 520mm cut channel. The definitive industry rule is High Volume (Liters Per Minute – LPM) over High Pressure. You must flood the channel, filling the entire kerf slot with a continuous river of water that physically washes the heavy sludge outward.
Precision Nozzle Alignment
Spraying water randomly at the blade cover wastes resources. The water must hit the exact point of impact.MosCut soft-stone cutting platforms are engineered with integrated, rigid steel water manifolds that feature adjustable brass nozzles. These nozzles are strategically positioned to target two critical zones on the spinning circular saw:
1. The Leading Edge (The Entrance Cut): Nozzles must direct a stream precisely where the diamond segments plunge into the rock face. This provides instantaneous cooling to the diamond crystals before friction can fracture them.
2. The Trailing Edge (The Mud Exit): Secondary nozzles inject water along the rear rotation axis. This stream runs parallel to the wide U-slot gullets of the blade, assisting the centrifugal force in flushing the thick sandstone mud out of the channel. If these nozzles are misaligned by even a few centimeters, localized dry-cutting zones will form, causing immediate, uneven wear on your expensive consumables.

Protecting the Horizontal Base Blade
The horizontal base blade faces the toughest challenge, as gravity pulls all the heavy mud directly onto its spinning core.While the vertical blades can rely on gravity to let their slurry drain down to the floor, our machine’s unique horizontal base blade faces a massive gravity trap. Every ounce of thick mud generated by the upper vertical cuts naturally flows downward, settling directly into the horizontal horizontal cut path.
If left unmanaged, the horizontal blade will become literally buried in dense mud. To defeat this, MosCut machines feature a **dedicated, high-bore secondary water line** running directly down the chassis spindle support. This independent line terminates in a wide-fan spray nozzle mounted parallel to the ground, aggressively scouring the bottom of the slot and sweeping the accumulated sediment away from the horizontal gear system.

Pump Sizing and Dirty Water Recycling
Supplying over 100 liters per minute requires robust infrastructure and smart dirty-water management.To safely supply the required 100+ LPM total flow to a 6-blade sandstone extraction machine, standard clean-water aquarium or residential sub pumps will fail. Quarries must implement industrial-grade, cast-iron **Trash Pumps or Slurry Centrifugal Pumps** capable of handling suspended solid particulates without internal seal degradation.
Furthermore, wasting thousands of liters of fresh water daily is financially and environmentally unviable. MosCut highly recommends establishing a **3-Stage Settlement Pit System** right on the quarry floor. Wastewater from the cutting tracks drains into Pit 1 (Heavy Sediment Settlement), overflows into Pit 2 (Fine Particulate Filtration), and finishes in Pit 3 (Clarified Recirculation). The trash pump draws from Pit 3, creating a highly sustainable, closed-loop water infrastructure that cuts operating overhead and complies with modern environmental mandates.

Keep Your Spindle Turning Flawlessly
Don’t let thick mud choke your production velocity. Invest in heavy machinery engineered with the advanced fluid dynamics necessary to conquer abrasive sedimentary stone.
Explore MosCut Machinery Solutions